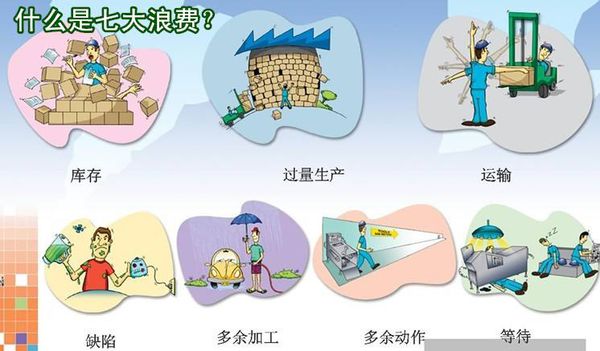
生产管理中的七大浪费指的什么
的有关信息介绍如下:工厂中的七大浪费:
1、等待的浪费
主要因素表现为:作业不平衡,安排作业不当、待料、品质不良等。
2、搬运的浪费
主要因素表现为:车间布置采用批量生产,依工作站为区别的集中的水平式布置所致。(也就是分工艺流程批量生产),无流线生产的观念。
3、不良品的浪费
主要因素表现为:工序生产无标准确认或有标准确认未对照标准作业,管理不严密、松懈所导致。
4、动作的浪费
主要因素表现为:生产场地不规划,生产模式设计不周全,生产动作不规范统一。
5、加工的浪费
主要因素表现为:制造过程中作业加工程序动作不优化,可省略、替代、重组或合并的未及时检查。
6、库存的浪费
主要因素表现为:管理者为了自身的工作方便或本区域生产量化控制一次性批量下单生产,而不结合主生产计划需求流线生产所导致局部大批量库存。
7、制造过多(早)的浪费
主要因素表现为:管理者认为制造过多与过早能够提高效率或减少产能的损失和平衡车间生产力。
扩展资料:
部分对策:
对策一
七种浪费之一:等待的浪费
等待就是闲着没事,等着下一个动作的来临,这种浪费是无庸置疑的。造成等待的原因通常有:作业不平衡、安排作业不当、停工待料、品质不良等。
以制造部性能试验课等待电控盘为例,由于电控盘不能按要求及时入厂,有可能无法按期交货,而当电控盘入厂后,又需要抢进度,可能会出现加班、质量问题等。
另有一种就是 “监视机器”的浪费,有些工厂买了一些速度快、价格高的自动化机器,为了使其能正常运转或其他原因,例如:排除小故障、补充材料等等,通常还会另外安排人员站在旁边监视。
对策二
七种浪费之二:搬运的浪费
大部分人皆会认同搬运是一种无效的动作,也有人会认为搬运是必须的动作,因为没有搬运,如何做下一个动作,很多人都有这种想法。
正因为如此,大多数人默认它的存在,而不设法消除它。有些人想到用输送带的方式来克服,这种方式仅能称之为花大钱减少体力的消耗,但搬运本身的浪费并没有消除,反而被隐藏了起来。
搬运的浪费若分解开来,又包含放置、堆积、移动、整理等动作的浪费。
2002年,生产管理部和制造部每月均对总生产工时进行分析,发现在实际作业时间减少的同时,总工时却在增加,经仔细分析后发现,是两个工厂间的运输工时居高不下,特别是由二工厂向一工厂搬运原材料的工时占大多数。
怎么样克服,日本三洋大型课为减少搬运,把四个车间合并成两个,一些零部件的加工由原来在别处加工变成在生产线旁进行加工,从而减少搬运。
对策三
七种浪费之三:不良品的浪费
产品制造过程中,任何的不良品产生,皆造成材料、机器、人工等的浪费。任何修补都是额外的成本支出。
精益的生产方式,能及早发掘不良品,容易确定不良的来源,从而减少不良品的产生。这一条比较好 理解,关键是第一次要做正确,但实施起来却很困难。
参考资料:百度百科-七大浪费